在这场令人期待的对决中,布鲁克林篮网与洛杉矶湖人展开了激烈的较量。两队在赛季中的表现均可圈可点,吸引了无数球迷的关注。本文将从精彩瞬间、战术分析、球队表现以及未来展望四个方面对这一场比赛进行详细回顾与分析。通过对比赛过程中的关键时刻的梳理,以及双方战术和球员状态的深入剖析,我们将全面呈现出这场璀璨赛事的全貌。同时,通过图解方式,让读者能够更直观地理解比赛中的细节与亮点,感受篮球运动的魅力。
1、精彩瞬间一览
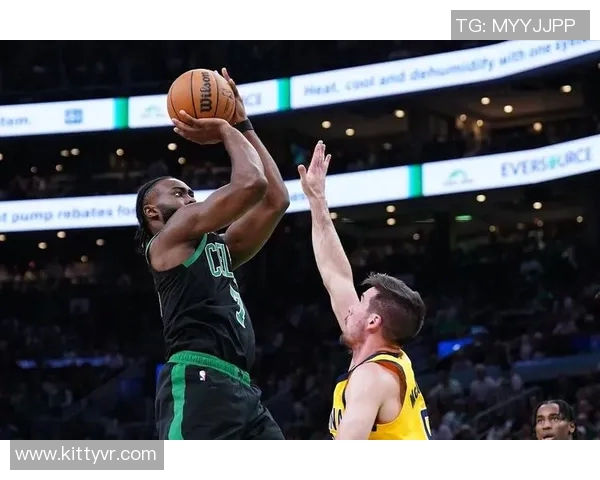
比赛伊始,双方迅速进入状态,篮网凭借凯里·欧文和凯文·杜兰特的默契配合取得领先。这一开局让球迷们兴奋不已,两位超级巨星不仅展现了个人得分能力,更是通过流畅的传球为队友创造机会。尤其是在第一节中段,欧文的一记三分球让现场气氛达到高潮。
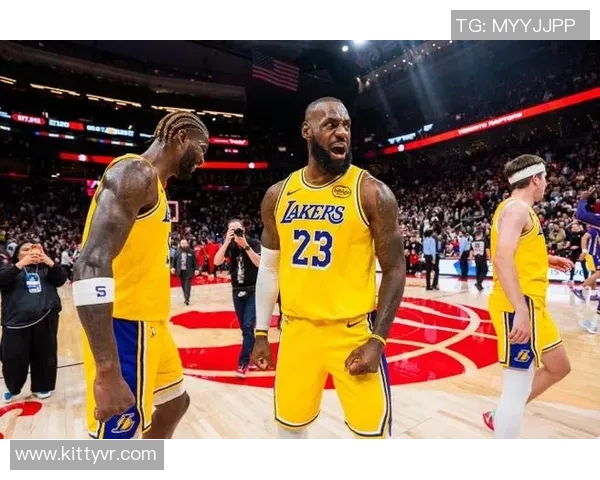
而湖人在面对困境时并没有退缩,勒布朗·詹姆斯在关键时刻挺身而出,他的一次强攻突破,不仅为球队稳住了士气,还引发了一波快攻反击,帮助湖人逐渐缩小分差。值得注意的是,在第二节末尾,湖人的防守成功限制住了篮网的进攻,这也成为了后续扭转局势的重要因素。
随着比赛进入下半场,两队争夺愈发激烈。在第四节最后几分钟内,双方都打出了顶级水平,每一次进攻都充满悬念。特别是在最后关头,由于篮网连失几个关键投篮,使得湖人抓住机会实现逆转,这一系列精彩瞬间无疑成就了整场比赛的高潮。
2、战术分析深度解读
从战术层面来看,篮网采用了以外线投射为主导的进攻模式,这种打法充分发挥了他们锋线球员的优势。在首节中,他们利用挡拆和快速传递撕裂湖人的防线,多次拉开比分。然而,当湖人逐渐适应这种打法后,其防守开始收紧,通过换防和包夹来减少篮网外线投篮空间。
湖人的战术则更加注重内线进攻与快攻结合,他们通过詹姆斯和安东尼·戴维斯之间的高低位配合不断制造杀伤。而在防守端,他们选择对篮网核心球员进行针对性限制,使得其得分效率大幅下降。这种灵活多变且富有针对性的战术安排,为他们后续追赶分数打下基础。
此外,在关键时刻,两队教练组都做出了果断调整,例如调整轮换阵容或变换防守策略。这些变化不仅影响到了比赛结果,也让观众看到了不同风格球队之间智慧上的较量。
3、球队表现全面评估
从整体表现来看,篮网在进攻端依然保持着强大的火力,而杜兰特和欧文作为核心输出则显得尤为重要。他们两人在整个比赛过程中均有高效表现,但由于缺乏其他角色球员的一致支持,使得团队协作难以形成有效合力。此外,在关键时刻出现的小失误,对最终结果产生了一定影响。
相较之下,湖人的表现则显得更加稳定。在詹姆斯和戴维斯两位明星领袖带动下,全队心态平稳,无论是落后还是反超局势,都能保持冷今年会网址静应对。这使得他们在一些关键回合中抓住机会,实现反击。从替补席上看,一些角色球员也站出来贡献力量,共同推动球队向胜利迈进。

综合来看,这场比赛充分展现了两支球队各自特点与风格,同时也暴露出了一些潜在问题,如篮网需提升团队配合,而湖人需保持稳定性的同时进一步丰富战术体系,以应对接下来的挑战。
4、未来展望及建议
随着赛季深入,这场激烈交锋给两队提供了宝贵经验。对于篮网来说,加强内线控制及提高替补阵容深度将是接下来需要解决的问题。有必要通过交易或培养年轻球员来增强板凳厚度,以便在漫长赛季中保持竞争力。此外,要加强与其他位置球员之间的默契,以提升整体配合效果,从而避免关键时刻的不必要失误。
而对于湖人而言,他们已经找到了一定程度上的制胜法宝,但仍需注重调整轮换策略,以确保主要核心得到合理休息。同时,应持续优化攻击方式,提高三分命中率,将更多攻击手段融入到整体战术当中,为冲击更高目标做好准备。总之,两队都有良好的前景,只要继续努力改善自身短板,就必将在接下来的征程中迎来更大的成功。
总结:
综上所述,本场篮球盛宴不仅仅是一场比分上的比拼,更是智慧与技术、团队合作与个人能力之间的一次精彩较量。无论是篮网还是湖人,各自都有闪光点,也都有待改进之处。未来,希望两支球队能够不断突破自我,为喜爱他们的球迷带来更多精彩纷呈的赛事体验。
最后,希望此次回顾能够让大家更加了解NBA这项运动背后的魅力所在,也期待下一次相遇时,两支球队能带给我们更加震撼与难忘的表演!